オンラインミーティング
オンラインミーティング製品
製品
Product
製品
Product
加工事例
Products
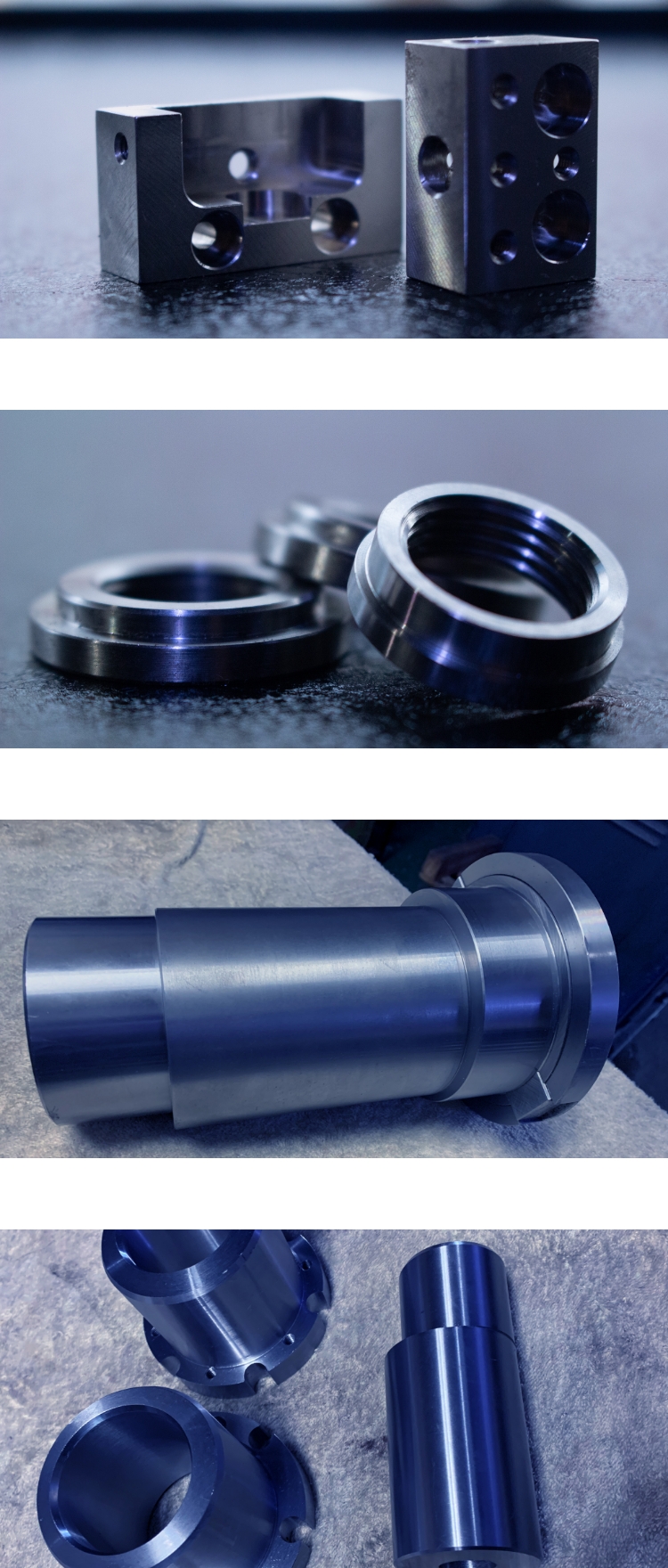
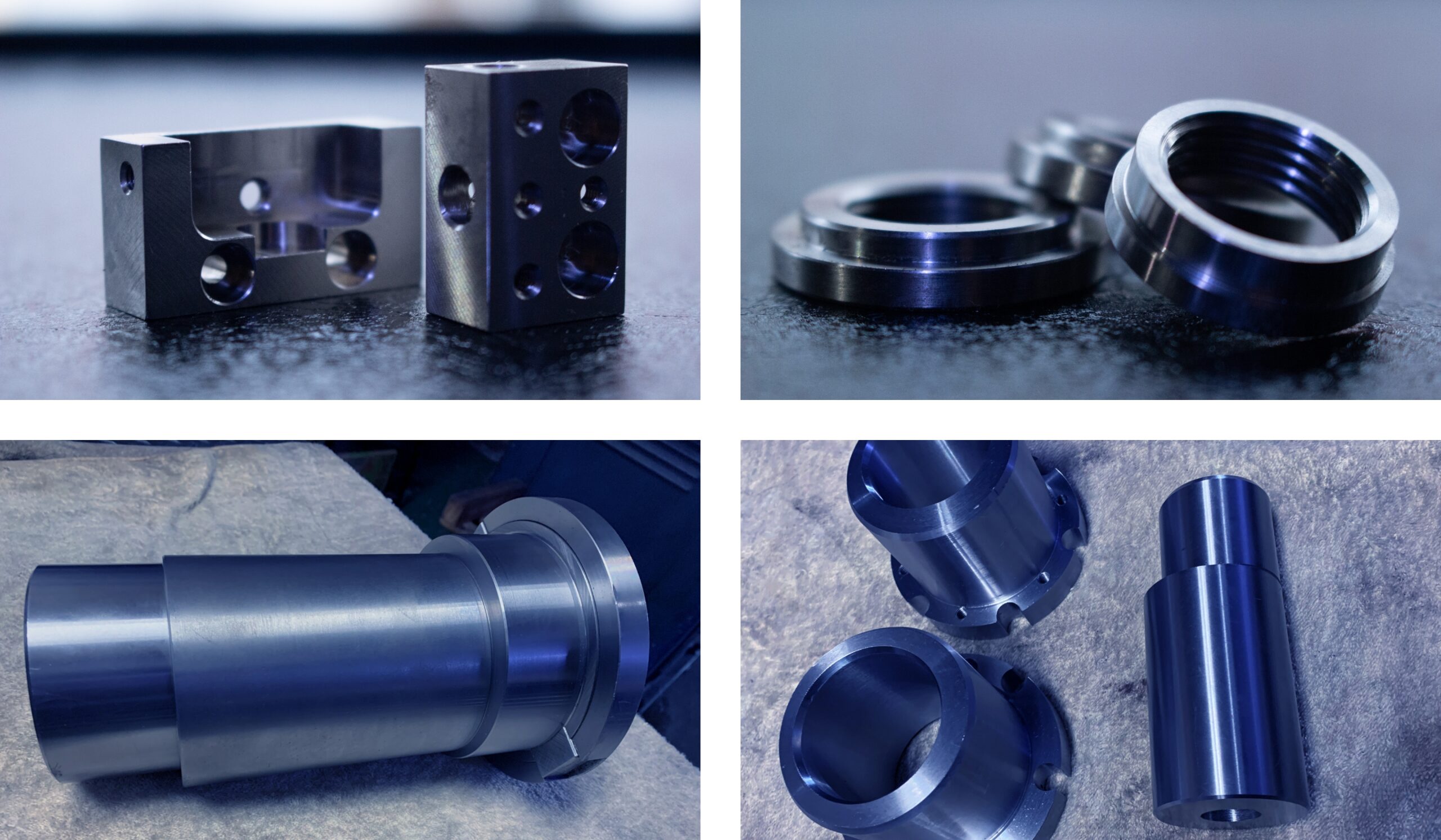
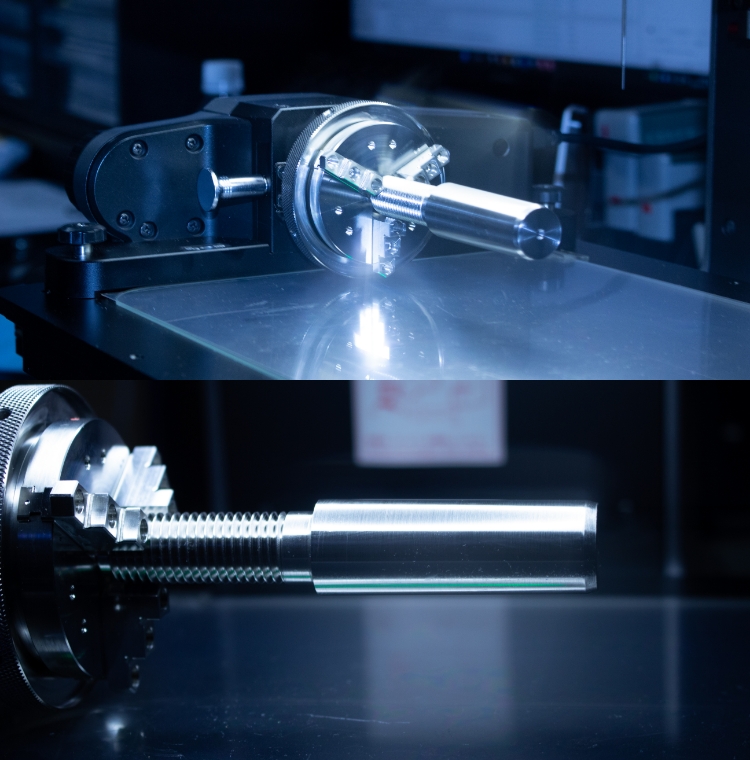
水力発電所使用部品 テーパーピン(S35C硬度指定熱処理)
先端テーパー、テーパー接合部公差0.01㎜ テーパー角度0.05度以内
水力発電所使用部品(内径止まり)弱点ピン(SUS420J2硬度指定熱処理)
内径が非貫通(全長-20㎜迄内径H7公差あり)、溝幅3㎜にて指定深さ公差有(内径との肉厚約2.5㎜)外径研磨、内外ネジ加工、Dカット有、研磨、加工用治具を数種類製作し振れ精度0.02㎜以内にて納品
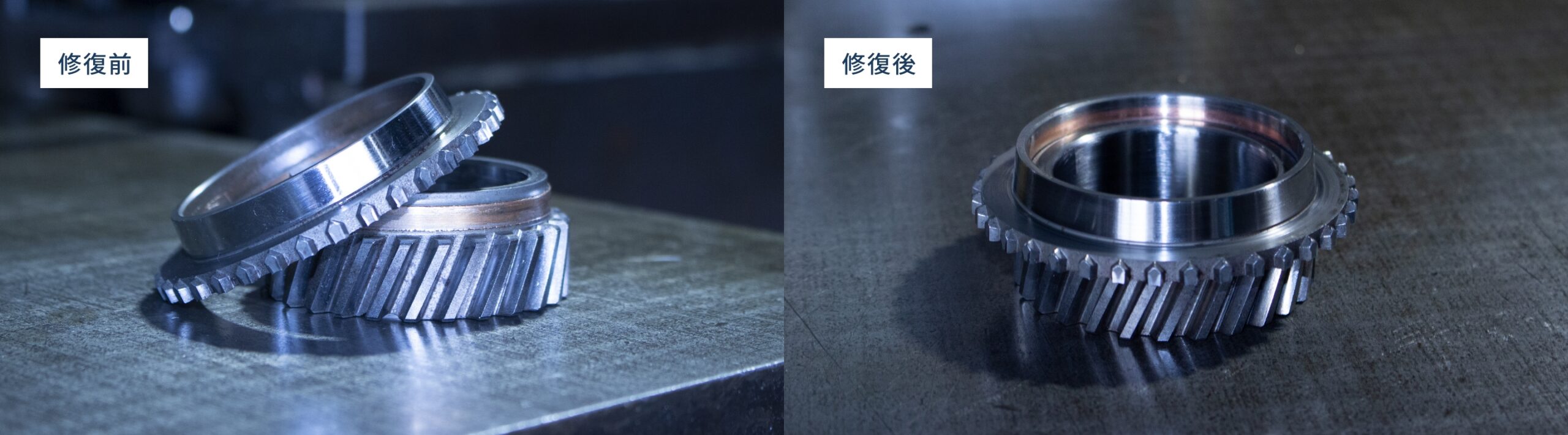
昭和年代車両のミッションギア修復、持ち込み依頼
破損、分解してしまったギア2種を、ギア内径に合わせ精密前加工、打ち合わせで決めた材種の極薄リングライナーを製作し冷やし及び焼バメ加工にて仕上(修復後円心度0.01㎜以内、動画にて検査状況送付)

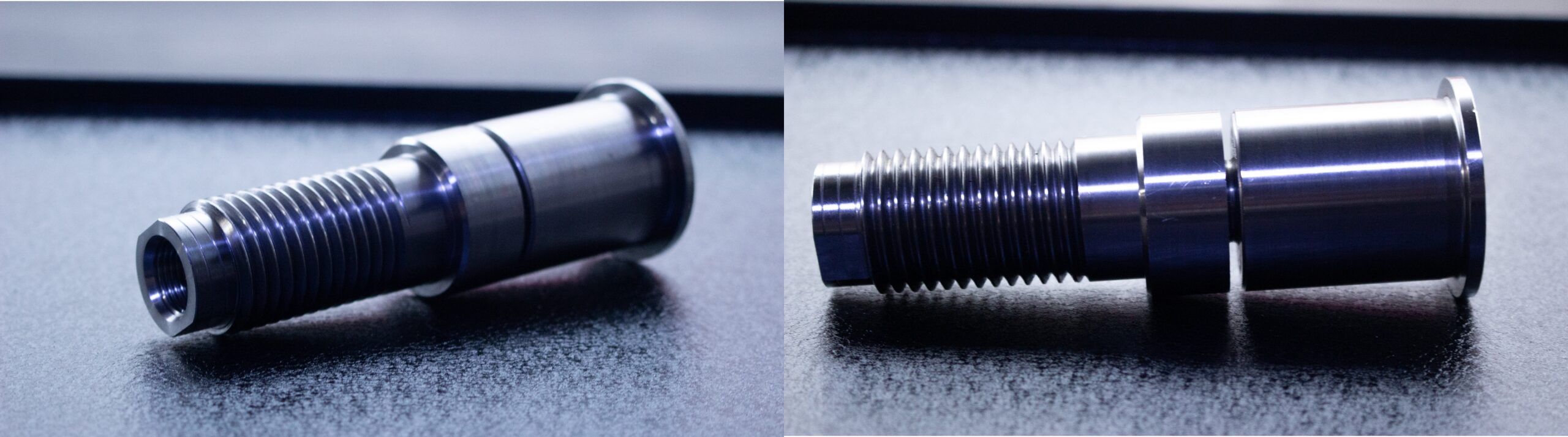
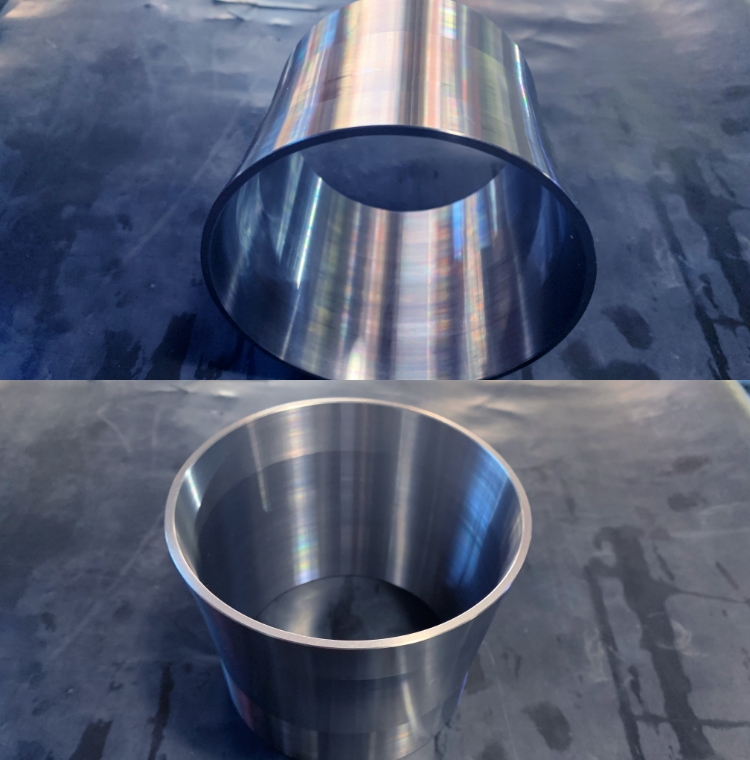
テーパー治具
肉厚3㎜角度違いのテーパー繫がりの製品 S45C無垢材より加工、大きさ、長さは様々あり仕上げ加工時迄の材料肉厚の残し方が重要になる製品 どの程度どこに肉を残せば仕上げ時のビビりや加工変形を最小にする事が出来るか、最終チャッキング場所を何処にするか、加工工程とNC+汎用機での「手による感触」「専用治具」が重要となる製品
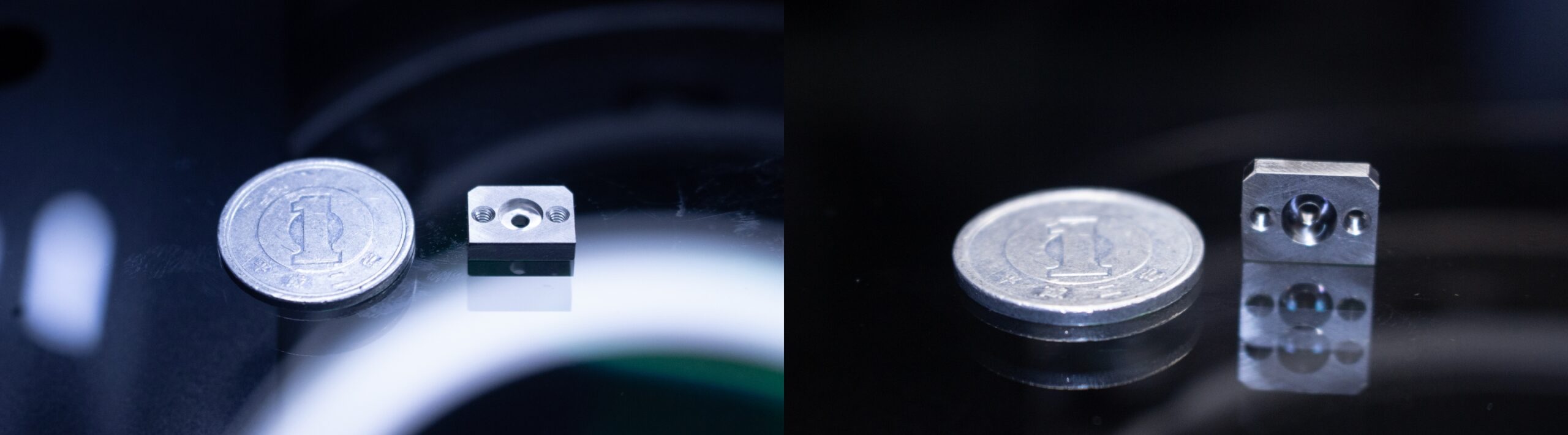
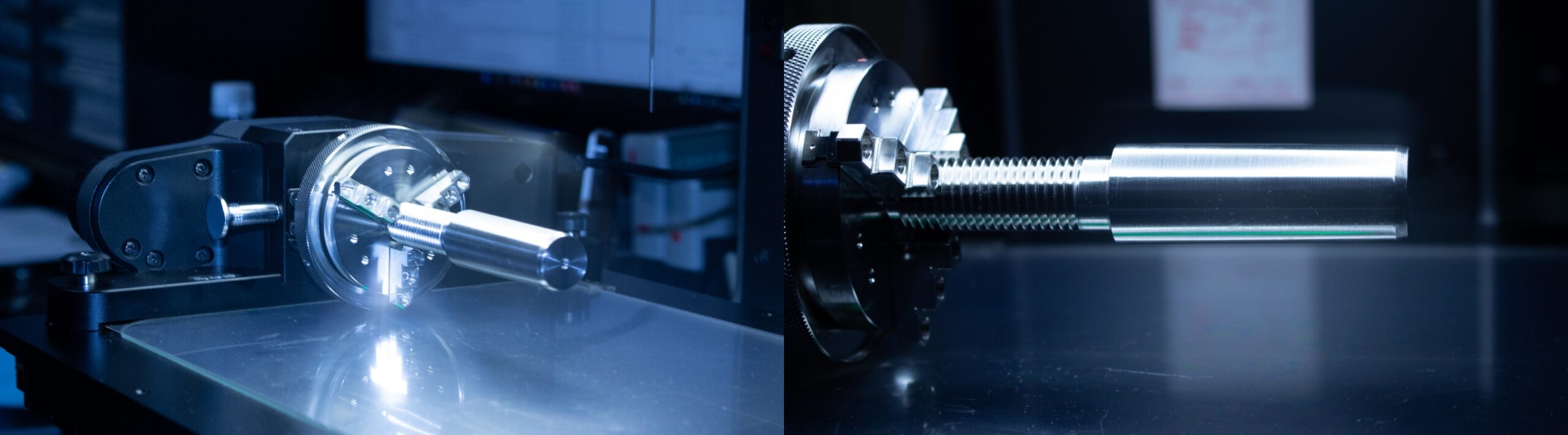
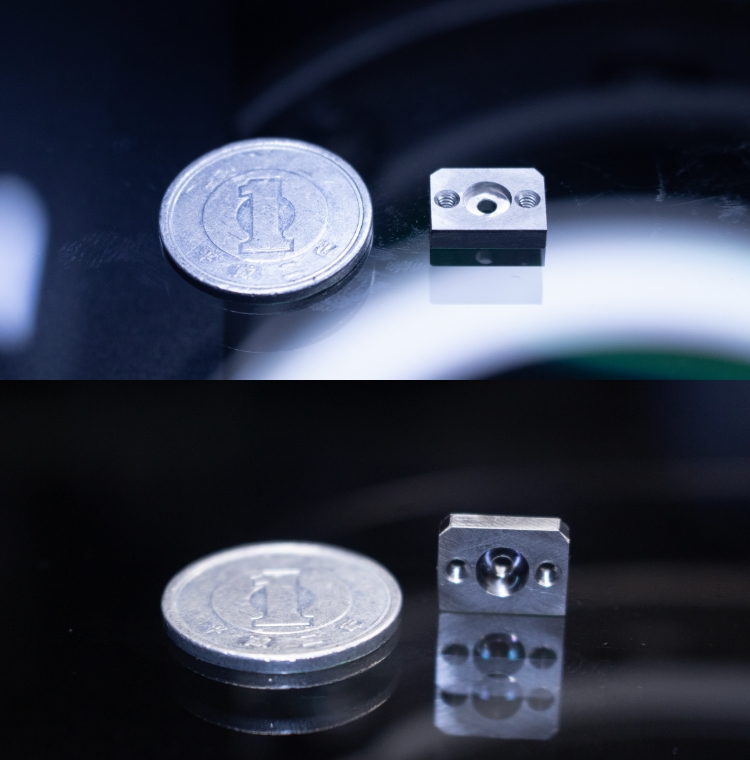
小型人口衛星 内部部品
SUS304 小型人工衛星の内部部品、小さめの製品ですが各所寸法公差が入っており専用治具を使用し画像寸法測定しながらの加工品

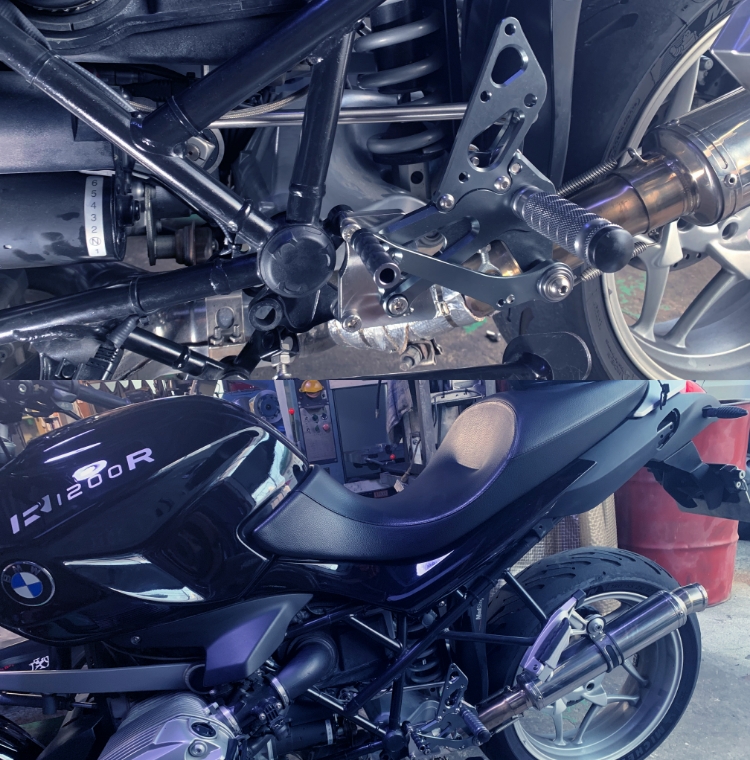
持込依頼品
お客様所有の大型自動2輪の左右ステップ部位置変更。
かなり後方へステップ位置をずらすご希望があり別車用のアフターパーツを同時に持ち込まれ設計~試作(SS材)~本製品(ステンレス)迄加工。
持込されたアフターパーツは両側共にそのまま使用は出来ずそちらも加工改造し、追加でギアロッドの延長、ブレーキ油圧部変更、等々一度左右全く違う大まかなブラケット試作を作りそれを基にお客様希望の位置、後方へずらした事による干渉なども考え立体的に出る寸法を探し出して製品を製作(全てボルトオンなので元に戻すことも可能)
加工事例
Product
水力発電所使用部品 テーパーピン(S35C硬度指定熱処理)
先端テーパー、テーパー接合部公差0.01㎜ テーパー角度0.05度以内

水力発電所使用部品(内径止まり)弱点ピン(SUS420J2硬度指定熱処理)
内径が非貫通(全長-20㎜迄内径H7公差あり)、溝幅3㎜にて指定深さ公差有(内径との肉厚約2.5㎜)外径研磨、内外ネジ加工、Dカット有、研磨、加工用治具を数種類製作し振れ精度0.02㎜以内にて納品
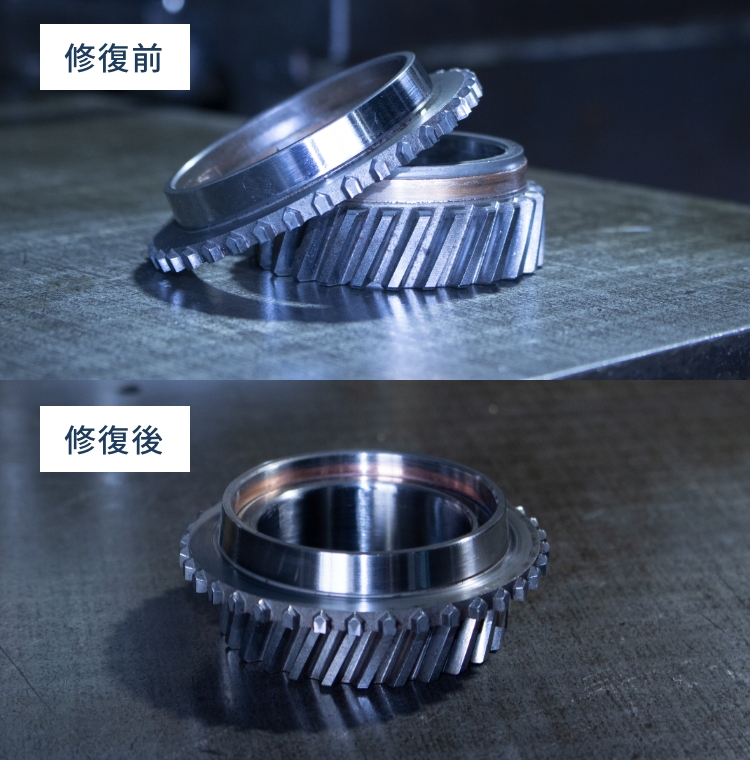
昭和年代車両のミッションギア修復、持ち込み依頼
破損、分解してしまったギア2種を、ギア内径に合わせ精密前加工、打ち合わせで決めた材種の極薄リングライナーを製作し冷やし及び焼バメ加工にて仕上(修復後円心度0.01㎜以内、動画にて検査状況送付)
テーパー治具
肉厚3㎜角度違いのテーパー繫がりの製品 S45C無垢材より加工、大きさ、長さは様々あり仕上げ加工時迄の材料肉厚の残し方が重要になる製品 どの程度どこに肉を残せば仕上げ時のビビりや加工変形を最小にする事が出来るか、最終チャッキング場所を何処にするか、加工工程とNC+汎用機での「手による感触」「専用治具」が重要となる製品
小型人工衛星 内部部品
SUS304 小型人工衛星の内部部品、小さめの製品ですが各所寸法公差が入っており専用治具を使用し画像寸法測定しながらの加工品
持込依頼品
お客様所有の大型自動2輪の左右ステップ部位置変更。
かなり後方へステップ位置をずらすご希望があり別車用のアフターパーツを同時に持ち込まれ設計~試作(SS材)~本製品(ステンレス)迄加工。
持込されたアフターパーツは両側共にそのまま使用は出来ずそちらも加工改造し、追加でギアロッドの延長、ブレーキ油圧部変更、等々一度左右全く違う大まかなブラケット試作を作りそれを基にお客様希望の位置、後方へずらした事による干渉なども考え立体的に出る寸法を探し出して製品を製作(全てボルトオンなので元に戻すことも可能)